卧式往复压缩机的安装,随着现代生产装置工艺条件的苛刻化,对于活塞与十字头间同心度的要求也越来越高。冷态检测调整必须满足热态下高同心度运行,以减少由于同心度偏差过大而产生有害的附加交变应力,从而保证机组长期稳定运行。若采用传统的拉钢丝找正法、激光准直仪找正法等难以满足精度要求,更难以满足热态运行的同心要求,且检测调整的过程十分繁复。
a)卧式往 复压缩机活塞的中心线与十字头的中心线若不在同- -直线上,其连接活塞与十字头的活塞杆中心线在垂直方向产生- -斜度。 测量这- -斜度, 根据活塞杆组件的长度即可计算得活塞中心线与十字头中心线垂直方向的同心度偏差;
b)工作时 的温升使得活塞和十字头产生垂直方向的膨胀;由于活塞与十字头的直径不同、材质不同和温升不同,膨胀值也有所不同,因而活塞杆的斜度会发生变化。因此,通过计算并调整活塞与十字头间冷态垂直同心度,使之在热态运行时处于良好的对中状态,以保证运行状态下同心度偏差最小,最大限度减少附加交变应力:
c) 这种测量、调整偏心度的方法是属于高精度的测量、调整,故在测量过程中要考虑到由于活塞杆本身重量引起的挠度对测量调整值的影响;
d)由于卧式往 复压缩机连杆对曲轴两侧的十字头施加的作用力方向不同,导致一侧(左侧)十字头总是贴下滑道运行,而另一侧(右侧)十字头则在主要工作区间贴上滑道运行。依据推导出的两侧活塞与十字头间冷态垂直同心度调整值不对,对两侧分别予以计算调整。
我公司有一款卧式往复压缩机活塞和十字头间垂直同心度的检测调整的设备,不需要有工作经验,可以实现精密测量,并实时读数形成报告
主要功能:
1. 导轨直线度
2. 柴油机绕度/扭曲度
3. 尾轴孔同心度
4. 法兰平面度,机座平面度,克轮吊平面度,垂直度测量。
5. 尾孔的圆度测量
6. 尾管同心度调整
7. 直角垂直度测量

激光同心度测量系统Easy-laser E950优点:
l 高精度,在40m测量范围内,最高可达到0.1丝
l 操作非常EASY,标准操作流程,轻松得出测量数据,可以轻松培养一个熟练的操作工(无经验要求)。
l 激光无须调到整绝对圆中心,大致在圆中心就可以,我们探测器有18*18mm
l 激光本身无挠度问题,所以测量距离远,可达40m
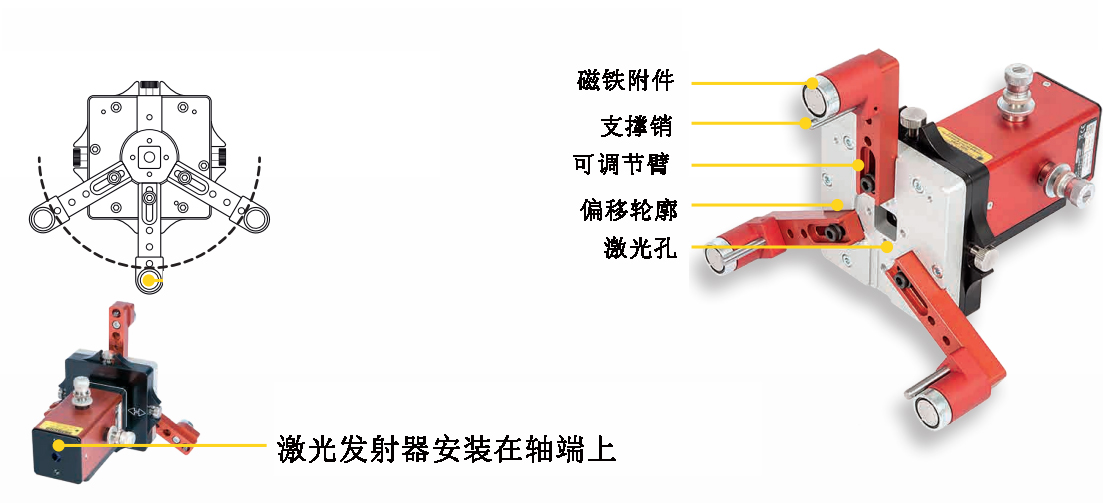
l 激光发射器D75是世界上唯一位移和角度都能调整地发射器,调整最小可达0.001mm。
l 孔调整时候仪器可实时显示调整结果,指导调整
l 测量简单,每个点最多只需测量两个数据就可得出圆心实际位置
l 可测量圆孔的椭圆度
可见的红色激光束是指孔直线度测量的参照物。与以前的方法相比(例如钢琴线)相比,这项工作做得更快、更容易、更准确。
1.您可以设置测量点的数量,并且预先确定他们之间的距离,或者随着测量点的继续。距离可以是相等的,也可以是单独的。

2.图形显示了探测器的方向,圆圈上的标记显示活动测量点。探测器的测量值为和角位置为探测器(A)。

3.“实时”调整测量对象。对象(B)的垂直和水平值。圆圈上的标记显示了实时值(C)进行调整的区域。

一、通用的程序
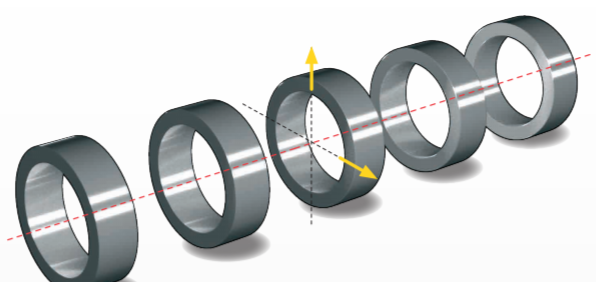
1.E950系统直线度程序都非常通用。在测量过程中,您可以随时添加、删除和重新测量测量点。该程序最多可处理到999个。您可以在一次测量中包括任意可能组合的全孔或半孔,程序将在所有情况下计算正确的中心线。
A: 1点测量;
B: 2点测量;
C: 4点测量;
D:多点测量(也有椭圆度测量);
E: 3点测量;
F: 3点测量,任意角度测量;
G:多点测量;

在现有的测量中,任何地方添加测量点都很容易。以下几点将自动重新编号。如果您删除一个点,以下内容将重新编号,根据同样的原理。如果您重新测量一个点,旧的值将保存在历史记录中,便于以后进行比较。所有这些都可以在测量过程中任何时候完成!(激光发射器的架设和调整,激光发射器通过三爪盘吸附在圆外孔上,通过位移按钮和角度按钮只需江激光调整在大致圆中心即可)
2.测量程序包括许多不同的直线度测量方法:
2.测量,只需将我的接收器在每个测量点采测3个数据(3点确定一个圆),即可得出圆心位置。步骤如下:

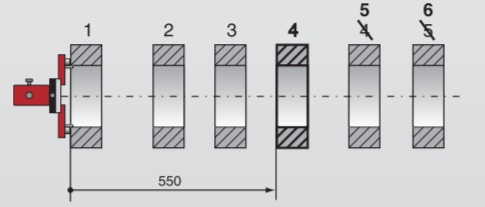
3.依次测完每个孔的圆心位置,通常以首尾2个点为基准,即可得出其他点相对于首尾2个圆心连线的基准线偏差是多少。如下图(某维修的舰艇轴系测量数值)

测量结果多亏了大型彩色显示屏清晰的图形和测量数据,可以直接在现场评估结果。任何点都可以设置为参考,且可以设置将重新计算中心线的偏移。你还可以计算波纹(短和长)及最适合的波纹度。只要你愿意,您可以根据公差值进行检查,测量系统为您处理所有的复杂计算。
4.生成报告





